
Conventional wisdom says home construction in North America suffers from a lack of progress, which drags on the value each of the sector’s workers generate over a given time period, a measure of productivity.
Try telling that to a company whose 10,000 associates produce, on average, a half-million dollars of revenue annually apiece, as they churn out homes ranging from 1,400 sq. ft. to 2,800 sq. ft. at a rate of eight to 12 a day, from a widely dispersed network of 40 manufacturing facilities across the continental United States.
“About five years ago, leadership called on us to do what it took to make [Berkshire Hathaway unit] Clayton a world class company,” says Rick Boyd, director of operations, working out of the enterprise’s Maryville, Tenn.-based headquarters. “We didn’t know what that was. So we had to define what that meant, and that process gave us three pillars of priority: team member experience, customer experience, and leadership.”
Now, team member experience is kind of a fuzzy term, the kind of notion that lends itself more to talk than action, more to one-time initiatives than to embedded, integrated fundamental processes. Clayton leadership went all in on the concept, calling on consultant Joseph A. Michelli, author of “Leading the Starbucks Way: 5 Principles for Connecting with your Customers, Your Products and Your People,” to help strategic management at Clayton gets its head around the notion.
“Michelli’s cardinal rule,” says Boyd, “is that if you hope to have higher levels of customer engagement, you have to have higher levels of team member experience.”
So, as Clayton rolls out upwards of $1 billion on capital improvements in a five-year period–new robotics, CNC machines, jigs, saws, software systems, automated hoisting and conveyor systems brought in from state of the art logistics, manufacturing, and construction facilities around the globe–just as many dollars and just as much thought is pouring into how to elevate the Clayton team member experience to a new level of engagement, safety, and productivity. Strategically, for every new upgrade in automation and robots, a piece of fruit a day, or an hour back, or a grease-pencil gratitude list on the cafe wipe board holds equal if not greater importance.
“Yes, we went to England, Germany, and other countries to look at and learn from their construction tooling, engineering, and manufacturing processes,” says Boyd. “But we also visited Google headquarters and other Silicon Valley companies to absorb what they were doing as far as paying attention to their associates. Our company is a people company, not a machine company; not a robotics company.”
Clayton management, taking a page right out of Henry Ford 100 years earlier, increased minimum wages, and began making over all of its factories in a way that reframes entirely how productive its team can become, both from working with automated processes, and working at a highly engaged level.
State-of-the-art capital improvement, therefore, means not only investing in the latest technology, but in carring that investment across into team members’ direct experience of their workspace. It needs to be, at a minimum, safe and less prone to accidents, but beyond that, conditions must also promote comfort, efficiency, reduced waste of time and materials, better materials handling, controlled noise levels, humane working temperatures and cool zones, and a constant flow of usable data to manage velocity, quality, and productivity along the way. Add to that, a modicum of personal health, social connection in cafe zones, and a bond with each worker that practically promises them that they can plan to have both breakfast and dinner with their family each day.
“Our team members are telling us, ‘we now have time to sit down for dinner with our families and talk; we eat less fast food,'” says Boyd. “We know that workplace by workplace, we have to change the image and reputation of this industry. That’s what this investment is all about.”
Clayton reports that, enterprise wide, it has reduced overtime by 44% from 2016 to 2017, and its productivity and profits increased during that time.
“We’ve reduced overtime, reduced turnover, increased our production capacity, and increased our first-time quality measures,” Boyd notes. “That makes us a better, stronger, more profitable company, and it gives our team members something they never could count on before–time back with their family on a predictable basis. The value of that is hard to quantify.”
It takes a trained eight-person team of people about 70 minutes to assemble the roof of a Clayton Homes’ 2,432-ft Freedom model, start to finish. That team, starting promptly at 7:30 every morning at Clayton’s newly tooled, 160,000 sq. ft. Athens, Tx. facility, works methodically, and, with breaks for lunch and coffee, six or so of them done in an eight-hour shift, by punch out time at 3:30 pm.
The first few minutes of the process starts as two team members at the roof assembly station use a self-propelled carrier to distribute ceiling board down the length of the two 36″ by 84″ by 84′ roof build tables. As that’s going on, another team member is busily using roller beds to transport fully-built trusses from a loading dock area to the station itself, which is a straight shot only a few feet away from where they come in by semi-trailer from one of Clayton Supply’s 17 component manufacturing plants around the nation, WoodPerfect, in Hillsboro, Tx, 90 miles west of Athens.
The workflow continues as a lifting system hoists the trusses and locates them, one by one, on the roof build table, and two team members work the hoist to erect each truss as the machine makes its way the length of the table. Then, using an underfloor pipe pumping system, team members apply a spray adhesive foam that glues the trusses to the ceiling board. After nailing the fascia to the trusses and ridge beam, two team members install an overhead duct system between the trusses.

A hoist system lifts the entire assembly to an elevated work platform, where a team member works underneath the platform, spraying texture to the ceiling board using a central pump and tote system. Meanwhile, others are simultaneously installing electrical wire in the roof cavity, drawing 55 linear feet of it from large spools at the end of the work platform.
“We’re always looking for ways to make team members’ jobs easier,” says Richard Dannheim, a production manager with 21 years at Clayton. “Automated systems really help, but even simple changes such as material placement can improve efficiency.”

At that point, the structure is ready for prime-time. The pickup beam and hoist system cranes the roof using automated controllers, and aligns it with the walls of the waiting home. Air powered tools and large clamps secure the roof system to the exterior walls of the house.
From there, a team member sprays in cellulose insulation into the roof cavity, while another loads the cellulose into the hopper which distributes the cellulose to the roof cavity. A self-propelled roof decking carrier gets into position from above, distributing the OSB roof decking, piece by piece before a an automated roller applies the underlayment, while team members nail it down.
The last steps occur as a remote-control carrier hauls bundles of shingles (21 squares of 100 square feet) across the surface, and team members set them with nail guns.
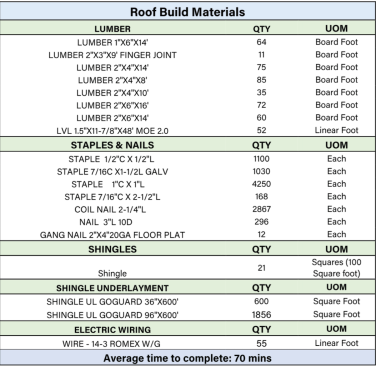
All the while, as humans and machines hammer 2,867 2-1/4″ coil nails, 296 3″ 10D nails, 12 2″ X 4″ 20GA floor plat gang nails, and 6,548 staples of various sorts to lock each piece into place, in-house quality assurance teams and third-party inspectors check each area before the roof assembly team moves the structure to its next stage.
During that same 70-minute period, teams of six to eight workers progress through each phase of a home’s structure–foundation, subflooring, walls, cabinets, plumbing, exterior–at about the same rate of assembly. During that same 70-minute period, teams of workers and their supervisors, and their associates carry out similar technology, robotics, and automation-enabled workflows, adding up to 10,000 members in 40 factory facilities that together produce one out of every 20 new for-sale homes sold in the United States.
The Athens, Tx. facility, where Clayton spent $13 million, not just to retool the factory with the most advanced and safest construction technology but to reinvent its own production-construction and business model, with associates at or near the top of the pyramid of strategic priorities. It’s recently gotten through a similar makeover at the company’s Wakarusa, Ind., facility, and is carrying the re-tool and reinvent process through the entire 40-factory Clayton infrastructure.
“We’re obsessed these days with our team members’ engagement,” says Keith Holdbrooks, president of manufacturing at Clayton Homes. “Gaining the trust of our team members is what we’re focused on. When you have their trust, you have a great team. That’s hard to earn. But it’s happening.”
So, conventional wisdom, such that it is, may hold that construction productivity is broken. But here’s a case–and one that in the way of a giant about to awaken–where construction productivity is not only working at a high level, but looks at the essence of technology-and-machine-enabled construction: people.


